高功率雷射電弧複合焊
高功率雷射電弧複合焊
雷射電弧複合焊是結合雷射光束和電弧進行焊接的一種雷射焊接方式,雷射光束和電弧的複合充分顯示出其焊接速度、熔深和製程穩定性的顯著提高。自1980 年代末期以來,高功率雷射的不斷發展推動了雷射電弧複合焊接技術的發展,使得材料厚度、材料反射率、間隙橋接能力等問題不再是焊接技術的阻礙,目前已成功應用於中厚材料零件的焊接中。
雷射電弧複合焊接技術
在雷射電弧複合焊接過程中,雷射光束和電弧在一個共同的熔池中相互作用產生了窄而深的焊縫,從而提高了生產率,如圖1 所示。
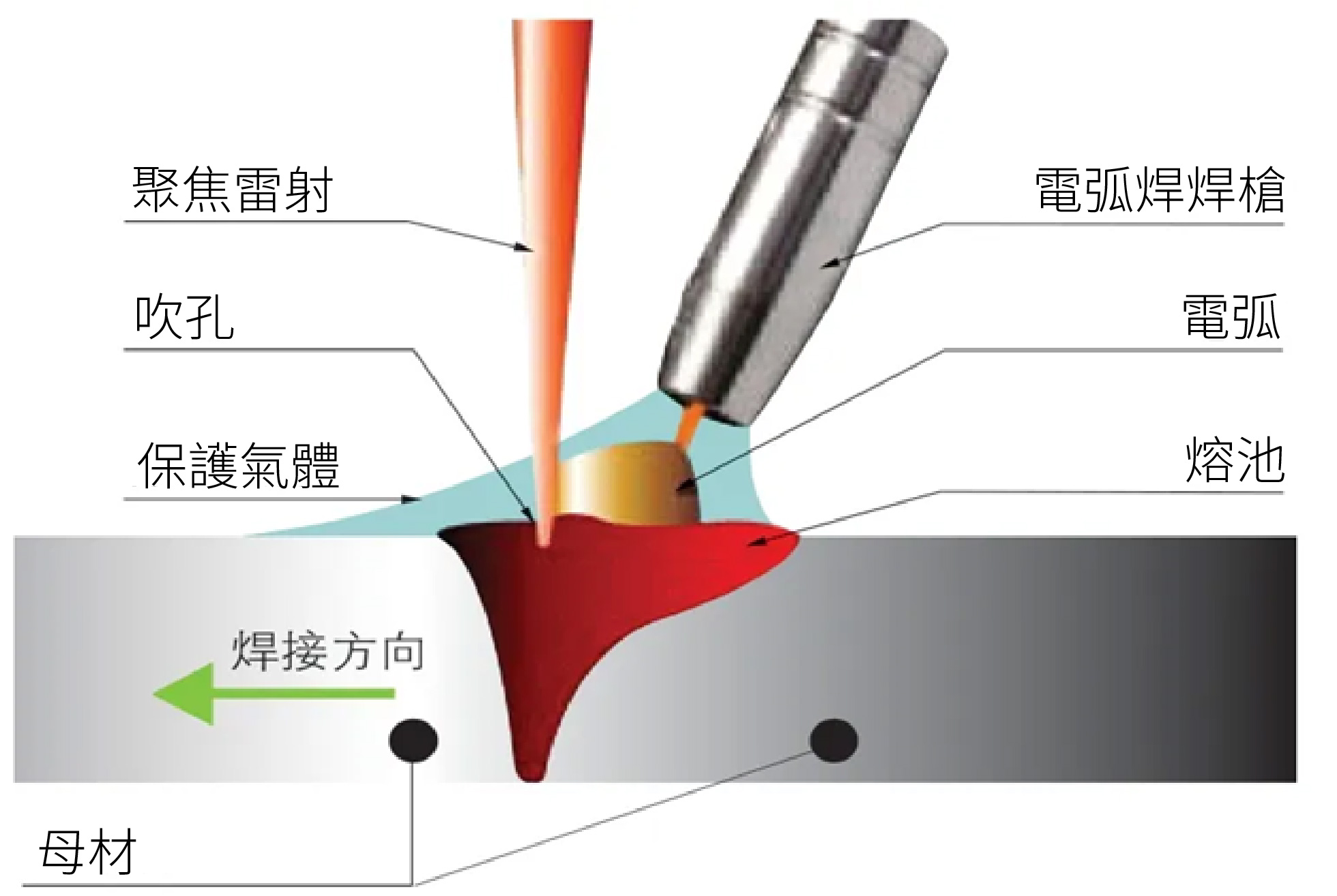
圖1 雷射電弧複合焊接製程方案
雷射電弧複合焊接基本原理
雷射焊接以熱影響區非常窄、其雷射光束可以聚焦在很小的區域上產生狹窄而深的焊接而著稱,能夠實現更高的焊接速度,從而減少了熱量輸入並降低了焊接零件的熱變形幾率。然而,雷射焊接的縫隙橋接能力差,因此在工件組裝和邊緣準備上有很高的精度要求。雷射焊接對於鋁、銅、金等高反射率材料焊接非常困難,與此相反,電弧焊接工藝具有出色的間隙橋接能力,高電效率,並且可以有效地焊接具有高反射率的材料。但是,電弧焊接過程中的低能量密度會使焊接過程變慢,從而在焊接區域產生大量的熱量輸入,並導致焊接零件的熱變形。因此使用高功率雷射光束進行深熔焊的同時使用具有高能量效率的電弧協同作用,其混合效應彌補了製程的缺陷,並補充了其優勢,如圖2 所示。
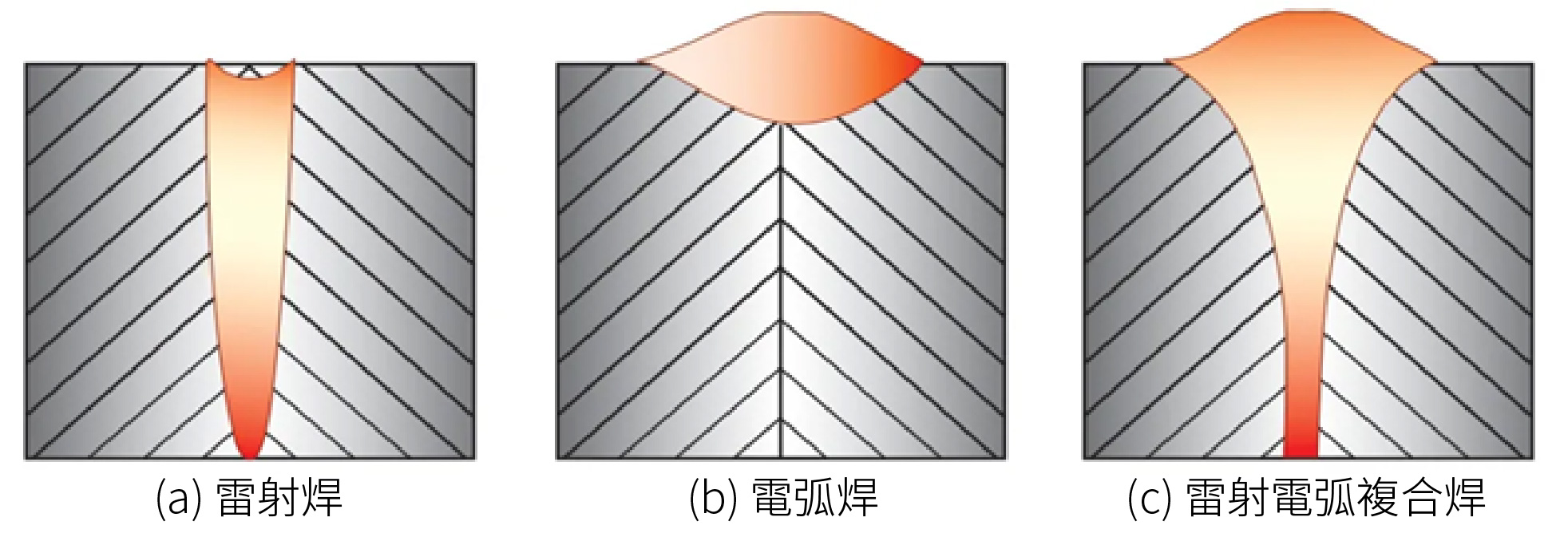
圖2 雷射焊、電弧焊和雷射電弧複合焊焊縫形成模式
雷射電弧複合焊接製程優勢
雷射焊接的缺點是縫隙橋接能力差,對工件組裝要求較高;電弧焊接的缺點是在焊接厚板時能量密度低,熔深淺,在焊接區域產生大量的熱量輸入,會導致焊接零件的熱變形。而二者的結合能相互影響和支持且彌補了彼此焊接工藝的缺陷,充分發揮激光深熔和弧焊蓋面優勢,達到熱輸入量小,焊縫變形量小,焊接速度快且焊接強度高的優點,如圖3 所示。雷射焊接、電弧焊接和雷射電弧複合焊接中厚板效果比較見表1。
表1 中厚板焊接效果對比
| 項目 | 雷射焊 | 電弧焊 | 雷射電弧複合焊 |
| 焊接效率 | 高 | 低 | 較高 |
| 焊接熔深 | 深 | 淺 | 深 |
| 熱影響區 | 小 | 大 | 較小 |
| 裝配問隙要求 | 高 | 低 | 適中 |
| 焊接條件 | 無 | 無 | 無 |
| 成本 | 適中 | 低 | 適中 |
| 穩定性 | 高 | 適中 | 高 |
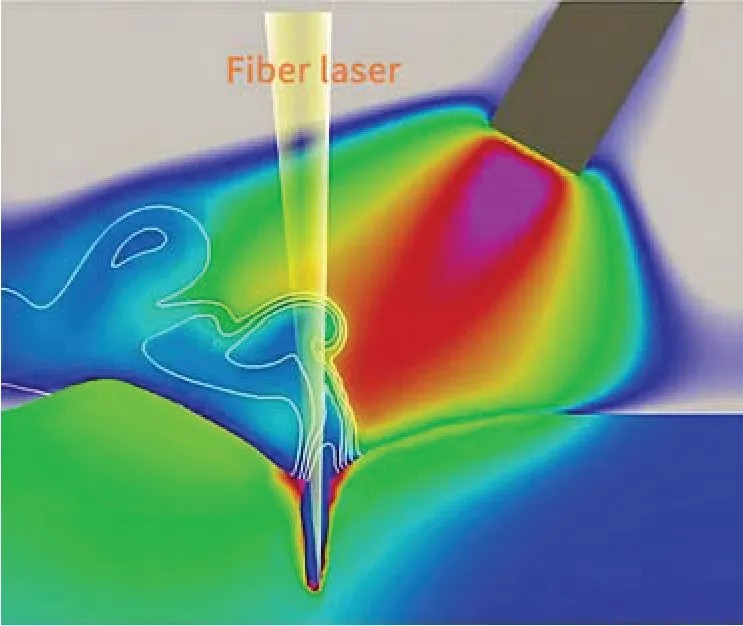
圖3 雷射電弧複合焊接過程圖
雷射電弧複合焊接案例
雷射電弧複合焊接設備主要由機械手、雷射、冰水機、焊接頭、弧焊電源等組成,如圖4 所示:
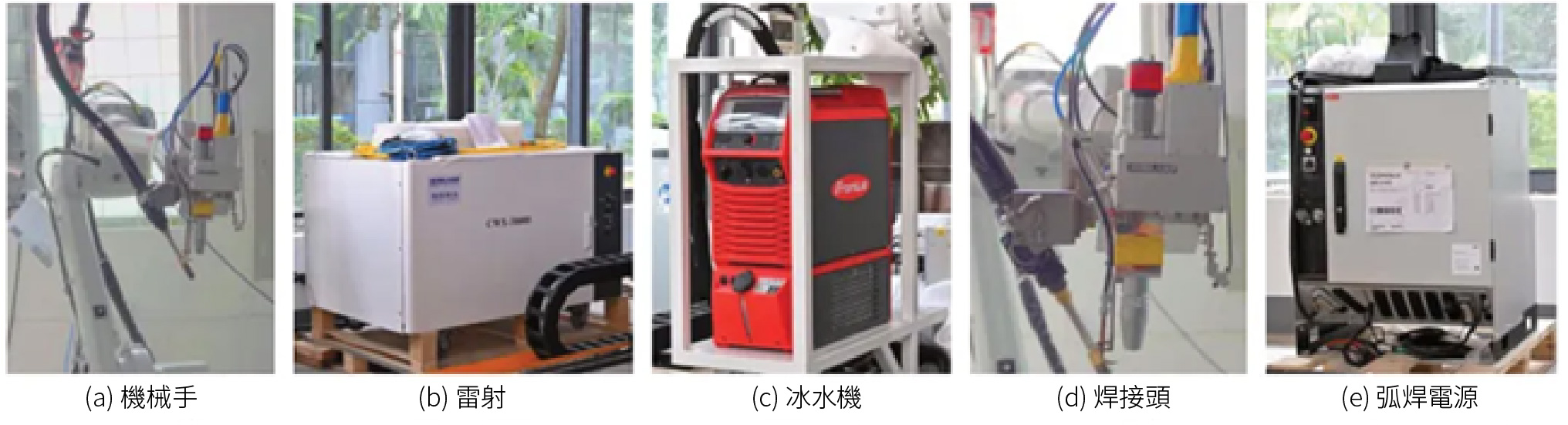
圖4 雷射電弧複合焊接設備
範例1:
客戶公司 某循環水產業公司。 產品介紹 複合型蒸發式冷卻(凝)裝備。 焊接需求 管材對接、16mm 外角焊、特殊材質板材拼焊。焊接成品效果如圖5 所示,焊縫宏觀金相如圖6 所示。

圖5 焊接成品效果

圖6 焊縫宏觀金相
範例2:
產品介紹 船體夾板U 肋鋼。 焊接要求 8mm、10mm、16mm 外角焊縫需全熔透,單面焊接,背面成形。焊接成品效果如圖7 所示,焊縫宏觀金相如圖8 所示。
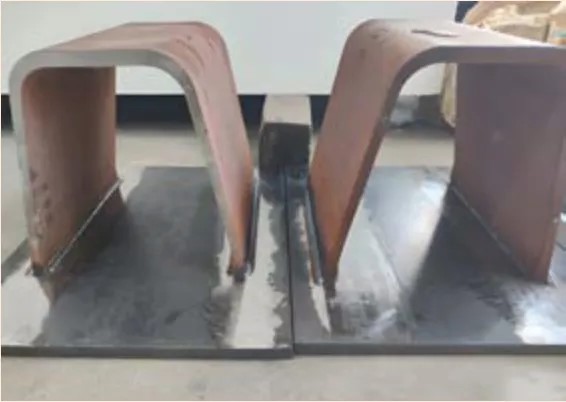
圖7 焊接成品效果

圖8 焊縫宏觀金相
雷射電弧複合焊接應用領域及發展趨勢
應用領域
隨著高功率雷射技術的逐漸成熟,雷射電弧複合焊於各個領域中普遍應用,有著較高的焊接效率、較高的間隙包容性及較深焊接熔深等優點,是中厚板焊接的優選焊接方法,同樣也是能夠在大型裝備製造領域取代傳統焊接的焊接方式。廣泛適用於工程機械、橋樑、容器、管道、船舶、鋼構及重工等工業領域,如圖9 所示。

 圖9 雷射電弧複合焊接應用領域
圖9 雷射電弧複合焊接應用領域
發展趨勢
根據新思界產業研究中心發布的《2022-2026 年中國雷射電弧複合焊接產業市場行情監測及未來發展前景研究報告》顯示,中國是雷射設備生產大國,2021年中國雷射設備產業產量在20萬台以上,其中雷射焊接設備約佔雷射設備市場的27.3%,是市場主流設備之一。而雷射電弧複合焊是雷射焊接的新型設備之一,隨著各行業對中厚度板材焊接需求不斷釋放,雷射電弧複合焊的市場需求將不斷擴大。